ROBOGUIDE软件:FANUC机器人电弧跟踪功能介绍与示教编程操作
目录
概述
电弧传感器功能介绍
机器人工作站创建
电弧传感器条件设定
电弧传感器指令介绍
机器人电弧跟踪示教编程
机器人虚拟仿真
概述
在实际的机器人弧焊焊接时,由于工件安装出现微小的角度偏差,焊缝角度也会出现微小的偏差,并且在焊接过程中,由于金属的热变形也会导致焊缝出现弯曲,这样就需要机器人在焊接时能够对原始焊接路径按照焊缝的实际走向进行实时偏移补偿。
为了满足这一需求,FANUC机器人厂商开发出了电弧跟踪传感器功能,本期就来介绍一下。
使用软件版本:ROBOGUIDE V9.4
电弧传感器功能介绍
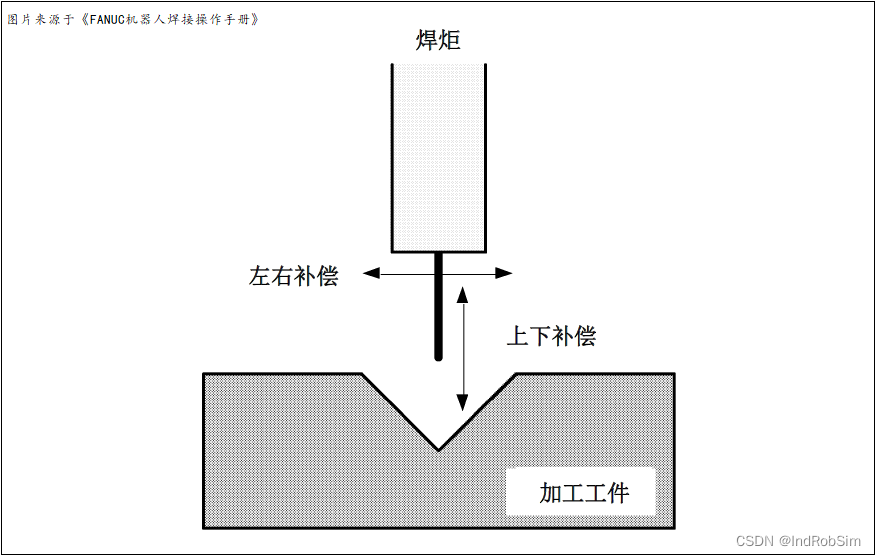
电弧传感器功能,主要是在厚板焊接中所使用的一种功能,该功能使流过焊丝和加工工件之间的电流值保持一致,以对机器人进行运动补偿。由此,加工工件出现稍许偏移安装,使得加工工件出现角度偏差时,或者加工工件因热应变而变形时,机器人也能够自动地对该焊接的路径进行补偿,进而准确地实现焊缝焊接。
电弧传感器可以实现机器人焊接路径上下方向和左右方向的补偿;只有在使用摆焊时,可以进行左右方向的补偿,并且只对正弦型摆焊有效;可以在直线和圆弧路径中使用,但不支持C圆弧指令;本功能必须将弧焊系统设置画面中的“再开动作”设置为启用后使用。
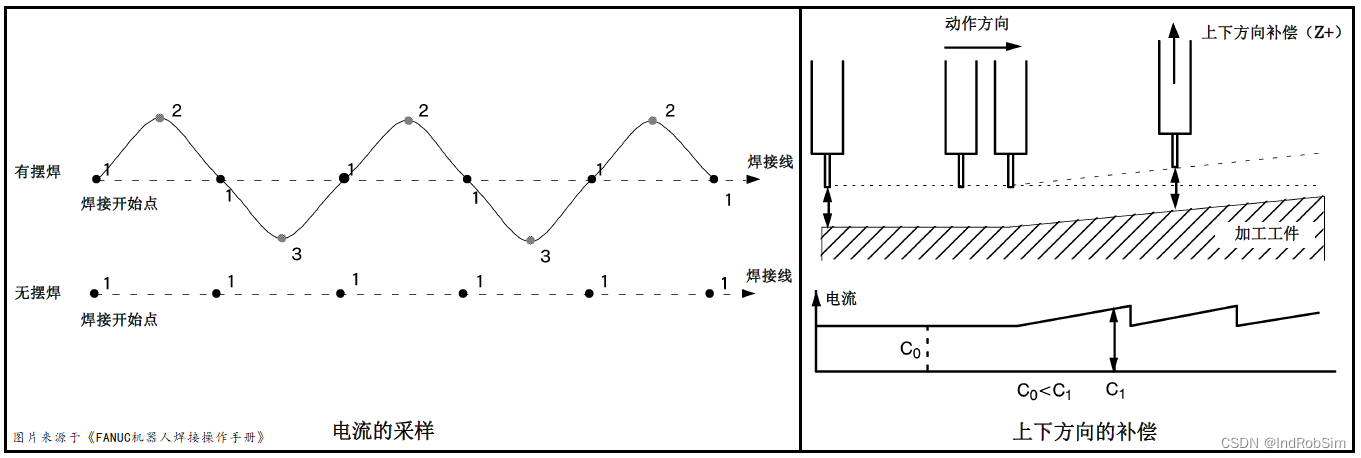
在摆焊焊接时,机器人系统通过采样焊丝通过坡口端部与中心时反馈回来的电流值,并计算出摆焊中心线左右两侧各自波形下的面积,再比较左右两侧波形面积的大小来实现机器人焊接运动路径的左右补偿。

当加工工件与焊丝之间有上下方向偏差时,机器人系统会在焊接线中央采样反馈电流值,并与基准电流值进行比较,以实现焊接运动路径上下方向的补偿。
有关电弧传感器的更多介绍及其使用方法,请查阅《FANUC机器人弧焊功能操作说明书》。
机器人工作站创建
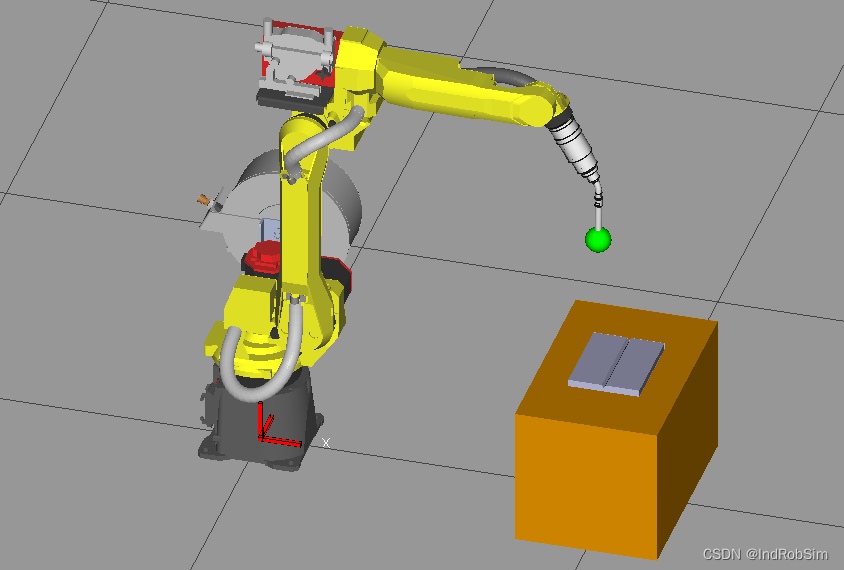
在ROBOGUIDE软件中创建FANUC弧焊焊接机器人系统,创建时要勾选系统选项“J511 (TASK)”,此为电弧传感器系统功能选项。
在虚拟仿真环境中导入外围设备模型,如弧焊焊枪模型、工装模型、工件模型、送丝机模型、焊丝盘模型等,并将其分别安装摆放到合适位置。
电弧传感器条件设定
在FANUC机器人上使用电弧传感器功能之前,需要根据实际焊接工况设定电弧传感器条件参数。
ROBOGUIDE软件中,打开机器人虚拟示教器。然后在操作面板上按“DATA”键,再按“F1 类型”键,在弹出的类型菜单中选择“跟踪设定”,显示电弧传感器条件一览界面。
电弧传感器条件一览界面中可以查看或修改电弧传感器条件的主要参数,如上下方向补偿系数(上下增益)、左右方向补偿系数(左右增益)、上下方向基准电流值、上下方向偏移量、左右方向偏移量。
将光标移动到相应编号的电弧传感器参数行上,按“F2 详细”键,进入电弧传感器条件详细设置界面。
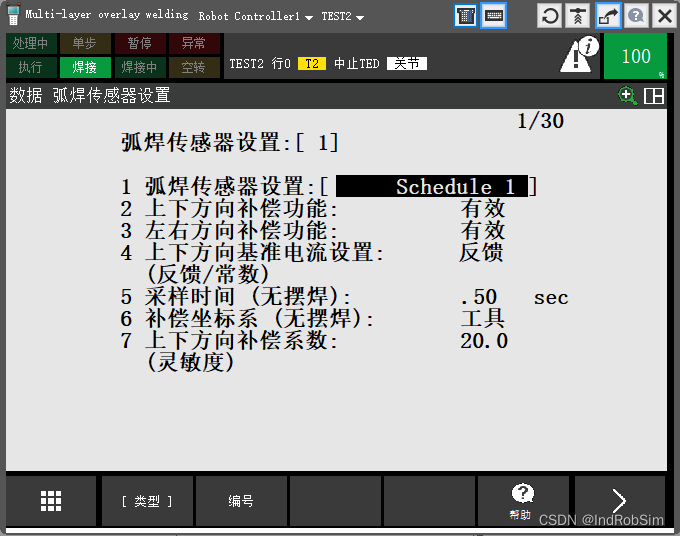
在此界面中可以设置更多的电弧传感器条件参数,各项目的详细说明及其设定值如下表所示。一般情况下,保持默认设定值即可。
| 序号 | 项目 | 设定值 |
| 弧焊传感器设置:[ 1 ] | ||
| 1 | 弧焊传感器设置 | [ Schedule 1 ] |
| 2 | 上下方向补偿功能 | 有效 |
| 3 | 左右方向补偿功能 | 有效 |
| 4 | 上下方向基准电流设置 (反馈/常数) | 反馈 |
| 5 | 采样时间(无摆焊) | 0.50sec |
| 6 | 补偿坐标系(无摆焊) | 工具 |
| 7 | 上下方向补偿系数 (灵敏度) | 20.0 |
| 8 | 上下方向最小补偿量 | 0.0mm |
| 9 | 上下方向偏移量(上+) | 0.0% |
| 10 | 上下方向最大补偿量 | 600.0mm |
| 11 | 上下最大补偿量(1个周期) | 0.4mm |
| 12 | 上下方向补偿开始计数 | 5cyc |
| 13 | 上下方向基准采样开始 计数(反馈) | 4cyc |
| 14 | 上下基准采样计数 (反馈) | 1cyc |
| 15 | 上下方向基准电流值 数据(常数) | 0.0A |
| 16 | 左右方向补偿系数 (灵敏度) | 15.0 |
| 17 | 左右方向最小补偿量 | 0.0mm |
| 18 | 左右方向偏移量 (右+) | 0.0% |
| 19 | 左右方向最大补偿量 | 600.0mm |
| 20 | 左右最大补偿量(1个周期) | 0.4mm |
| 21 | 左右方向补偿开始计数 | 5cyc |
| 22 | 组编号 | [ 1,*,*,*,*,*,*,* ] |
| 23 | 调整延迟时间 ——适应增益控制—— | 0.094sec |
| 24 | 上下方向控制开始时超过次数 (0:禁用) | 0cyc |
| 25 | 左右方向控制开始时超过次数 (0:禁用) | 0cyc |
| 26 | 上下方向正常补偿范围 | 4.0 |
| 27 | 左右方向正常补偿范围 | 4.0 |
| 28 | 上下方向适应增益的系数 | 1.5 |
| 29 | 左右方向适应增益的系数 | 1.5 |
| 30 | 弧焊传感器编号 | [ 1,*,*,*,*,*,*,* ] |
电弧传感器指令介绍
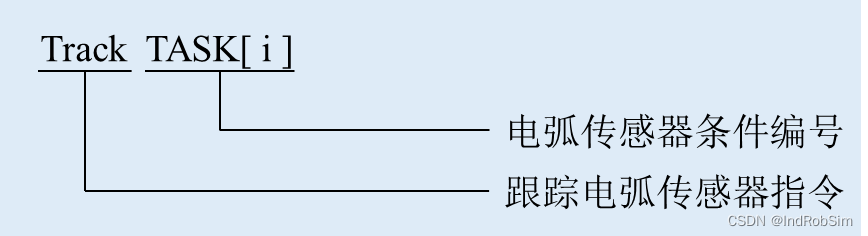
在FANUC机器人系统中内置了专用指令来控制电弧传感器的开启与关闭,电弧传感器指令包含跟踪电弧传感器指令与跟踪结束指令,跟踪电弧传感器指令用于控制电弧传感器的开启,其指令格式如下图所示。
跟踪结束指令(Track End)用于控制电弧传感器的关闭,指令格式较为简单,并且没有指令参数,可直接插入使用。
两条指令必须同时使用,单独使用任何一条指令机器人都会出现报警。两条指令在行业内部也被称为电弧跟踪开始指令与电弧跟踪结束指令。
机器人电弧跟踪示教编程
机器人电弧跟踪程序示教也比较简单,只需要在正弦摆焊开始指令、摆焊结束指令后分别插入跟踪电弧传感器指令与跟踪结束指令,机器人就能够实现电弧跟踪与焊接轨迹的偏移补偿了。
示教器的程序编辑界面中按“F1 指令”键,在弹出的指令菜单中选择“跟踪/偏移”,切换到“跟踪/偏移”菜单,在其中选择“跟踪”就可以插入跟踪电弧传感器指令,选择“Track End”就可以插入跟踪结束指令,示教好的机器人案例程序及其注释如下图所示。

机器人虚拟仿真
对机器人仿真运行,可以看到机器人按照示教的点位进行了工件的弧焊焊接。但是,在虚拟仿真环境中工件焊接时并不会出现热变形,机器人也接收不到反馈电流,因此也仿真不出电弧跟踪效果。要想看出电弧跟踪效果,还是要在真实的机器人上来运行测试。
The End
上一篇:ROBOGUIDE软件:FANUC机器人弧焊焊接起始点接触寻位虚拟仿真